The wall of the ring die is too thin, so that the strength of the ring die is not enough, and the phenomenon of die explosion will occur in the production. At this time, the thickness of the ring die and the decompression hole should be increased under the premise of ensuring the effective length of the die hole. Generally speaking, the compression ratio between 8-12.5 should be selected for the compound feed with high grain content; the compression ratio between 5-8 should be selected for heat-sensitive feed and urea feed; 5-8 should be selected for the concentrated feed containing high natural protein.
The compression ratio between 11; the compression ratio between 7 and 15 is suitable for dairy cow compound feed. In addition, after considering the basic formula of the feed, the specific compression ratio can be adjusted according to the feed quality required by the producer. For example, the selection of a slightly lower compression ratio is beneficial to increase the output, reduce energy consumption, and reduce the wear of the ring die. However, such a If the pellets are not firm enough, the appearance is loose and the length is different, and the pulverization rate of the feed is high, on the contrary, it is beneficial to the quality of the pellets (the appearance of the pellets is smooth and shiny, and the pulverization rate is small), but it will increase The production cost of the product.

Secondly, whether the working gap between the ring die and the pressing roller is reasonable or not has an important influence on the effective use of the ring die. Generally speaking, the gap between the ring die and the pressure roller is between 0.1-0.3. According to practical experience, it is better to turn the ring die by hand to rotate the pressure roller to a state that does not rotate. So, how to adjust the gap between the ring die and the pressure roller? Through our practical experience, we know that when a new die is installed, first, loosen the pressure roller adjusting bolt to adjust the pressure roller so that the outer surface of the pressure roller is close to the ring die Second, adjust the eccentric shaft of the pressure roller in turn to make the gap between each pressure roller and the ring die appropriate, pre-tighten the adjusting bolts, move the ring die, and gradually adjust the gap, so that the pressure roller can achieve the work that does not rotate. state, and finally tighten the adjusting bolt.
When a new die is installed, it is usually required that the gap between the ring die and the pressing roller is slightly larger than what you need, which is conducive to a smooth transition between the new ring die and the old roller, and wait for the new die and the old roller to complete a certain running-in period Later, the gap can be adjusted to your desired gap. In use, the pressure roller is sacrificed for the environmental protection die. Because the price of the ring die is ten times or even dozens of times the price of the pressure roller, in use, when a reasonable gap is selected, the hardness of the pressure roller cannot be Too high, that is, the wear resistance of the pressure roller cannot be higher than that of the ring die.
In the production process of the ring die, the materials used must be cleaned up to avoid the materials being mixed with hard particles such as large sandstones, sand particles, iron blocks, bolts and iron filings. Because these inclusions accelerate the wear of the ring die, and a large number of large and hard inclusions will cause the ring die to be stressed many times, which will cause the ring die to fatigue. When a certain stress exceeds the strength limit of the ring die, the ring die will explode. model phenomenon.
Finally, when the operator newly installs or replaces the ring die, for the ring die assembled by the conical surface, when the new die is installed, it is required to avoid bumps and scratches on the conical surface, and the conical surface and its matching transmission rim should be avoided. Necessary cleaning of the cone surface, oiling and assembly. When replacing the ring die, disassemble it, do not bruise and scratch the cone surface, and apply oil for protection. For the pellet machine that often needs to replace the ring die, it is required to check the drive rim regularly to prevent excessive wear and tear of the die centering pin, because excessive wear will affect the fit between the ring die and the rim , the fit is not tight, when the ring die is working, it will produce shear force on the die centering pin and cause breakage.
When this happens, do not mistake the pin for insufficient strength and replace it with a high-strength pin. Only damage to the ring die and frequent breakage of the safety pins will result. Therefore, it is quite necessary to protect and regularly inspect the matching cone surface of the ring die and the matching cone surface of the transmission rim. For the ring die assembled by hoop, it is also necessary to protect and inspect its assembly surface and its matched components. When the pressure roller is used for a period of time, there will be wear and tear, which will affect the matching accuracy with the ring die, thus affecting the production output of the ring die. It should be repaired or replaced with a new ring die.
As the saying goes, sharpening knives does not miss woodcutters. Proper maintenance of ring dies is part of the economical and efficient use of ring dies.
In the production process, it is often found that the ring die is often blocked, worn, sealed and turned in during the use process. At this time, if the necessary maintenance is not carried out, the output will be reduced, the energy consumption will increase, and even the material, etc. At this time, the basic maintenance method of the ring die is to first grind the inner circular surface of the ring die, and then perform chamfering. When replacing the ring die, it is required to fill the die hole with oily material while the die is hot, so that the ring die can be in the best state in the next production.
To sum up, only the correct selection, rational use and effective maintenance of the ring die can reduce costs, improve efficiency, create particle quality, enhance product market competitiveness, meet challenges, and create more economic benefits for enterprises.
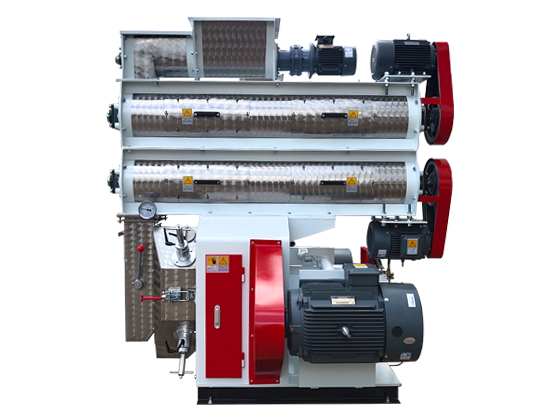
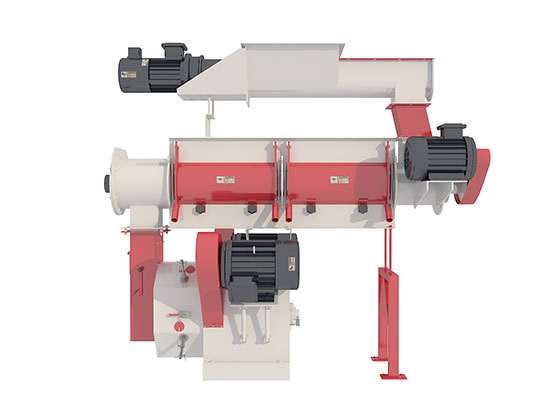
Welcome to see our LIMA
ring die chicken feed pellet machine.
 English
English